1. Introduction: Why AL6063 Keeps Showing Up in Light Bar Housings
In automotive lighting, a light bar housing is not just a shell. It is typically a structural member that must survive vibration and mounting loads, a heat-management component that pulls heat away from the PCB and LEDs, and a surface system that must maintain appearance and corrosion resistance over long outdoor service. That is why "AL6063" or "6063 extruded aluminum" appears so frequently in specifications: it signals a proven, scalable manufacturing route—a 6xxx-series wrought alloy formed by extrusion, then tuned by heat treatment and protected by a controlled surface finish.
2. What AL6063 Means: Where the Name Comes From
"AL6063" is an industry shorthand. "AL" indicates aluminum (or aluminum alloy), and "6063" is the alloy designation. 6063 belongs to the 6xxx series of wrought aluminum alloys, which are primarily alloyed with magnesium (Mg) and silicon (Si). This family is widely used because it balances heat-treatable strength, corrosion performance, weldability, and manufacturability—especially for extruded profiles.

You may also encounter equivalent naming conventions across standards, such as AA 6063, EN AW-6063, or UNS A96063. In practical engineering communication, these labels point to the same alloy family; what determines real-world performance is not only "6063", but also the temper (heat-treatment condition) and the manufacturing route used for the part.
3. 6063 Performance: Understanding T5 and T6
6063 is designed around the Mg–Si system. In simplified engineering terms, the alloy's strengthening capability comes from Mg and Si forming precipitation phases after heat treatment, while limiting certain elements helps preserve surface quality and corrosion performance. Typical composition ranges used for purchasing alignment and incoming material checks include Mg and Si in controlled bands, with tighter limits on Fe and Cu, and small allowances for Mn/Cr/Zn/Ti, with aluminum as the balance.
In automotive lighting structural parts, "6063" is only the alloy family name. What actually governs strength, hardness, dimensional stability, and machining feel is the suffix that follows—its temper (heat-treatment condition). For light bar housings, the two most common are 6063-T5 and 6063-T6. They look similar on paper, but they represent different thermal routes, and those differences translate into different mechanical property ranges in production.
6063 is a heat-treatable Al–Mg–Si alloy. Its strengthening mechanism can be summarized in practical engineering terms: through solution treatment and aging, Mg and Si form fine, uniformly distributed precipitates (often described using the Mg₂Si system), which significantly increases yield strength and hardness. There are two essential steps behind that statement. First, the alloying elements are brought back into a supersaturated solid solution (solutionizing). Second, they are allowed to precipitate out at a controlled size and density during aging.
Different tempers are essentially different combinations—or different "weights"—of these two steps.

T5 typically represents a more production-friendly route. After extrusion, the profile is cooled in a controlled way at the run-out stage (commonly forced air, water mist, or similar methods depending on process and section), and then it receives artificial aging. The advantage is a shorter, more efficient workflow that supports high-volume, stable profile supply. In terms of strength, 6063-T5 is often sufficient for "housing-type structural parts" used in light bars. For quick reference and intuition, typical values are often cited in the mid-strength range (for example, UTS ~145 MPa and YS ~110 MPa as an order-of-magnitude benchmark).
T6 typically represents a more strength-oriented route. After extrusion, the material undergoes solution heat treatment (to dissolve Mg and Si as fully as practical into the matrix), followed by rapid cooling (quenching), and then artificial aging. Because solutionizing plus aging enables more complete precipitation strengthening, T6 generally delivers higher yield and tensile strengths than T5. It is commonly viewed as a higher-strength tier (for example, UTS ~190–195 MPa and proof/yield ~160 MPa as typical reference values; elongation and hardness shift accordingly). For light bar housings, the point of T6 is rarely "maximum strength just because." The value is in greater resistance to permanent deformation and more stable retention of assembly datums, especially when the wall thickness is thin, spans are longer, or bracket loads are more concentrated—cases where extra structural margin can reduce distortion and sealing risks.
In real engineering decisions, the choice between T5 and T6 is rarely made in isolation. It is usually evaluated alongside cross-section design and thermal-management strategy. Light bar housings rarely fail by static tensile rupture; the real long-term risks are vibration-driven loosening, sealing-land distortion, and thermal cycling accumulation from repeated heat-up/cool-down expansion. T6 provides higher strength but can also be more sensitive to residual-stress-related distortion if process control is weak, while T5 is typically easier to run at scale with a favorable cost structure. A truly professional selection logic is: geometry first, temper second—when the cross-section is sufficiently stiff and load paths are well managed, T5 is often enough; when geometry is constrained and more strength margin or better dimensional retention is required, T6 is the better choice.
4. Advantages and Limits of 6063 in the Real Light Bar Context
The core value of 6063 is not "maximum strength," but "manufacturing consistency plus functional integration." Light bar housings often need integrated cooling fins, internal reinforcement ribs, mounting channels, gasket lands, and sealing interfaces—features that are best realized as a constant cross-section. 6063 is well known for its extrudability, which supports stable production of complex thin-wall profiles with repeatable dimensions. That repeatability directly improves assembly consistency, sealing reliability, and thermal performance stability.

Surface quality is the second major advantage. Light bar housings are visible components, and the surface finish is part of the durability strategy, not just cosmetics. 6063 is commonly chosen when the product requires consistent anodizing or coating results and a controlled appearance across batches. Combined with its mature corrosion-performance profile, it provides a strong base for outdoor service.
The limitation is equally important: when the part transitions from "housing/heat sink" to "high-load structural component," 6063 may not offer enough strength margin unless geometry is reinforced. In those cases, manufacturers often shift to a stronger wrought alloy (commonly 6061) or redesign the cross-section—thicker walls, stronger rib geometry, improved mounting distribution—to meet stiffness and fatigue targets.
5. 6063 vs 6061 vs ADC12: Three Materials, Three Manufacturing Routes
6063 and 6061 are both 6xxx-series wrought alloys, but they are typically optimized for different priorities.
6061-T6 is commonly selected when higher strength and higher structural margin are required. It tends to fit brackets, structural mounts, and heavily loaded connection parts more naturally.
6063, by contrast, is frequently preferred when the product needs efficient extrusion of complex profiles and stable surface finishing for visible housings.

ADC12 represents a different category: a die-casting aluminum alloy (commonly associated with Al–Si–Cu chemistry) designed for excellent melt flow and high-volume casting of complex 3D shapes. In lighting products, ADC12-type die casting is often well suited for end caps, connectors, brackets, or mounting bases that are inherently three-dimensional and inefficient to produce via extrusion. However, die-cast high-silicon alloys can be more challenging when a uniform decorative anodized appearance is required, and coating systems are often chosen accordingly after sample validation.

A practical pattern seen in many light bar designs is therefore: extruded 6063 for the long main housing, and die-cast alloy parts for complex end components, each with a surface strategy aligned to the material route.
6. Typical Application Space: Why 6063 Is Common in "Profiles, Frames, and Housings"
6063 is widely used in applications that demand complex extruded shapes, consistent appearance, and scalable manufacturing—architectural profiles, frames, rails, and various enclosure or heat-dissipation structures. The shared engineering theme is not extreme strength, but the ability to deliver consistent cross-sections, stable finishing results, and controlled performance across production batches. Light bar housings fit this pattern almost perfectly.
7. Why Light Bar Housings Commonly Use 6063: A Complete Cause-and-Effect Chain
A light bar main housing is typically long, straight, and cross-section driven. Thermal performance depends heavily on fin design and heat-flow path geometry, while durability depends on stiffness, mounting interface stability, and sealing consistency. These requirements naturally push the design toward a manufacturing method that can create a repeatable constant cross-section with integrated functional features.
This is where 6063 and extrusion become a strong match. Extrusion allows fins, ribs, channels, and sealing lands to be designed into the profile and produced with stable repeatability. Repeatability improves assembly alignment and gasket compression control, which directly improves water/dust ingress resistance and reduces field failures. At the same time, the same profile can be cut to different lengths to create a platform of SKUs—10", 20", 30", 40", and beyond—without redesigning the core manufacturing route. For B2B supply, this platform advantage affects lead time control, inventory strategy, and cost structure, making the solution more scalable.
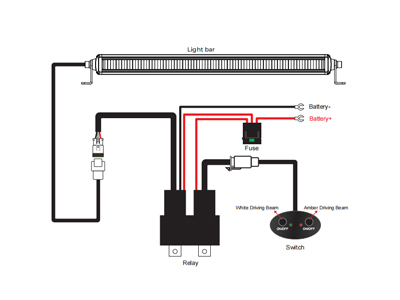
8. Aluminum Extrusion: Why Light Bar Housings "Naturally Fit" Extrusion—and How the Process Works in Practice
A light bar main housing is usually long, straight, and constant in cross-section, and designers often want to integrate fins, ribs, channels, sealing steps, and assembly datum features directly into that cross-section. Parts with these characteristics are almost tailor-made for aluminum extrusion. In simple terms, extrusion means heating an aluminum billet until it becomes highly formable—while still solid—then using the enormous force of an extrusion press to push the metal through a die opening, producing a continuous profile with the desired cross-sectional shape.

The process typically begins with die and billet preparation. The extrusion die is built from the cross-section design, and its material/heat treatment must withstand high temperatures and severe friction under load. Before extrusion, the billet is heated into a temperature window suitable for plastic deformation; a widely referenced engineering range is about 375–500°C, depending on alloy, cross-section complexity, and extrusion speed. The die and container are also preheated to reduce thermal shock, which helps minimize surface defects and dimensional drift.
Once extrusion starts, the most common method is direct extrusion. The billet is loaded into the container, and a ram advances to force the metal through the die opening. At the die exit, the metal experiences intense plastic flow. As cross-sections become more complex and walls become thinner, the demand for uniform metal flow and a stable process window increases sharply. This is a key reason 6063 is often described as "extrusion-friendly": its flow behavior and process stability are well suited to producing complex profiles at consistent quality and competitive production rates.
As the profile exits the die, it immediately enters cooling/quenching and straightness control, which directly determines two outcomes. First, it influences surface finish and dimensional consistency. Second, it sets up the microstructural conditions needed to achieve the target T5 or T6 properties later. After cooling, the profile commonly goes through stretch straightening to remove bow and twist and to relieve part of the residual stress. It is then cut to length, producing blanks that support different light bar SKUs.
Next comes the temper-defining stage: aging heat treatment. If the target is T5, the focus is on controlled run-out cooling followed by artificial aging to reach the required precipitation strengthening level. If the target is T6, a more explicit route is used—solution heat treatment plus quench—followed by artificial aging. For light bar housings that combine "housing + heat-sink features," the heat-treatment challenge is that non-uniform wall thickness can create different cooling rates across the section, which affects local properties and residual-stress distribution. Mature manufacturers therefore treat “extrusion parameters—cooling method—stretch amount—aging schedule” as an integrated, linked control system rather than independent steps.
After extrusion and heat treatment, there are typically secondary operations and surface finishing. Light bar housings commonly require end machining, holes, threads, and precision assembly surfaces, followed by anodizing or powder coating. One critical point is worth emphasizing: extrusion's biggest advantage is not only cost. It is the ability to integrate functional structure into a single profile and keep it consistent batch after batch. Light bar sealing and assembly stability depend heavily on cross-section consistency; consistent sections produce more consistent gasket compression, more stable assembly datums, and more predictable distortion under thermal expansion. That repeatability is a major reason extrusion remains the dominant route for B2B light bar housings.
From a manufacturing economics perspective, extrusion also fits the light bar "platform" model extremely well. One cross-section die can cover multiple lengths; changing SKUs often requires only cutting to different lengths and machining the ends. Compared with machining a housing from solid, extrusion dramatically reduces material removal and machining time. Compared with die casting, extrusion is better suited to long profiles with continuous fin structures and tends to deliver more consistent dimensions and surface quality in high-volume production. In B2B supply, the ability to repeat quality reliably often matters more than how good a single sample looks—and that is exactly where the 6063 extrusion route delivers its core value.
Wrap-up
Choosing 6063 for a light bar housing is rarely about chasing the highest strength number. It is about selecting a proven balance: strong extrudability for complex functional cross-sections, stable surface-finishing behavior for visible corrosion-protected parts, mature corrosion performance for outdoor service, and a platform-friendly route that scales across multiple lengths with consistent quality. When paired with extrusion and a disciplined temper and surface specification, AL6063 becomes less a "material choice" and more a reliable engineering system for repeatable, commercial-scale light bar production.



















 2026-06-12
2026-06-12